Transzformátor
A mikrohullámú sütő transzformátorának egyik újrahasznosítási módja (a Jakab-létrán, az ívhegestzőn, fémolvasztón és hasonlókon kívül) a ponthegesztővé alakítás. Ehhez választani kell egy minél nagyobb vasmagú transzformátort, amiről óvatosan eltávolítjuk a szekunder tekercset, a magnetron fűtő tekercsét és a mágneses söntöt. Ezután választani vagy készíteni kell egy minél vastagabb rézvezetéket, amiből az új szekunder tekercs készül. Ezekről a folyamatokról rengeteg videó van a YouTube-on és ezzel tulajdonképpen el is készült a ponthegesztő legfontosabb része.
A transzformátor vasmagjának mérete egyrészt teljesítmény miatt fontos, másrészt a szekunder ablak-nagyság miatt, amin keresztül az új szekunder vezetéket kell átfűzni. A szekunder tekercsben minél nagyobb áram és feszültség mérhető, annál nagyobb a kimenő teljesítmény. Mivel hegesztőről van szó, aminek a szekunder tekercsét gyakorlatilag rövidre zárjuk a hegesztés során, ezért fontos, hogy a szekunder ellenállása miné kisebb legyen. Ha túl sok menetet fűzünk a transzformátorba, akkor a leadott teljesítmény nagy része a tekercset fűti majd, főleg ha kicsi a vezeték átmérője. A vastag ármérőjű vezeték előnye a nagy áramerősség elviselése mellett az, hogy szorosan illeszkedik az ablaknyílásba, ezért nem búg annyira a transzformátor üzem közben. Én egy 13,5mm külső átmérőjű régi ívhegesztő munkakábelt használtam, amiben 10mm átmérőjű (~70mm2 keresztmetszetű) sodort rézhuzal van, de valamivel nagyobb teljesítmény érhettem volna el, ha ez helyett kézzel sodrok egy 13mm átmérőjű rézhuzalt és szigetelem teflon vagy bármilyen bandázs szalaggal.

A feszültség növeléséhez minél több menetet kell feltekerni minél vastagbb
vezetékből. Jelen esetben két menet fért
el, amin 1.8V feszültség esik. Extrém esetben szembe lehet fordítani két
egyforma EI vasmag „E” részét és akkor több menet fér el, amitől nő a
feszültség, de előnyösebb inkább az áramerősséget növelni és a két egyforma
transzformátort párhuzamosan kötni. A fenti elrendezésben rövidre zárva a
szekundert, a primeren 8A folyik.
- Kétoldalú elhelyezés, ahol a hegyek egymással szemben állnak és egy szerkezettel lehet őket összecsukni, hogy egy pontban olvasszák össze a fémeket (egypontos hegesztés);
- Párhuzamos elhelyezés, ahol a hegyek egymás mellé vannak rögzítve, mint az akkucella hegesztőhegyek, ahol két pontban olvasszák össze a fémeket (kétpontos hegesztés);
- Szabadon mozgatható, ahol a kábel hosszú és a végeken lévő hegyekkel olyan helyeken is lehet hegeszteni, ahol az előző kettővel nem.
A
fenti képen látható szekunder tekercs két végén kábelsaruk vannak (a felső
gyári, az alsó házi), amire majd rászerelhetők a hegyek egymással szemben vagy
párhuzamosan, de meg is toldható egy hosszabb kábellel, újabb saruk
segítségével. A kábel 32cm-re lóg ki a transzformátorból, ami éppen elég ha a
munkaasztalon történik a hegesztés.
Vezérlés
Elegendő csupán a hegesztés pillanatára bekapcsolni a transzformátort (primer tekercset), mert a hegesztendő kontaktot kikapcsolt állapotban kell létre hozni, ezután a transzformátor bekapcsolásával történik a hegesztés, majd ennek végeztével kikapcsolt állapotban megszüntetjük a kontaktot. Ilyenkor kézügybe – vagy pedál esetén lábügybe – kell legyen egy olyan nyomógomb, ami könnyen kezelhető, nem szikrázik, ragad be vagy szenesedik meg, nem rázza meg a kezelőjét és az ismételt használatot jól tűri. Emiatt nem kapcsolhatja közvetlenül a hálózati áramot és nem is vezérelhet mechanikus relét. Leggyakoribb alkalmazás a triacos vezérlés, ami a fényerőszabályzókban is van.
Kézi vezérlés
A transzformátort a triac kapcsolná be, a triac bekapcsolásához pedig elég egy gate impulzus (0,6-1,3V), ami után az bekapcsolva marad, míg az anódjain áram folyik. Az 50Hz-es hálózaton az áram minden 10ms-ban átlépi null-tengelyt, így a triac legfeljebb eddig marad bekapcsolva. Mivel a null átmenetnél igen hatékonyan kapcsol (mert az áram nulla), ezért kapcsolgatható a hálózat frekvenciájával szinrkoban. A gate-re kapcsolt hálózati feszültség amint meghaladta a nullátmenetet bekapcsolja a triacot, majd a rákövetkező áram-nullátmenetnél a triac kikapcsol. Ez a pozitív és negatív félhullámnál is végbemegy és addig ismétlődik míg a gate feszültséget kap. Gyakorlatilag tehát a hegesztő vezérlőgombja a gate-re kell a hálózati feszültséget adjon.
Az elképzelést viszont még biztonságossá kell tenni egy optocsatolóval, ami izolálja a kapcsolót a hálózati áramtól, valamint védelmet kell biztosítani a triacnak is a induktív terhelés ellen.

A fenti kapcsolás egy induktív terhelésre tervezett teljesítménykapcsoló. Az induktivitás okozta gyors áram- és feszültségváltozások korlátozását (di/dt, dv/dt) az R1-C1 szűrő végzi. A nagy energialöket a C1 kondenzátorban tárolódik, majd lassan kisül R1 ellenálláson. Szükség esetén egy MOV varisztor is beköthető az RC-vel párhuzamosan, ami a terhelést is védi a tüskékkel szemben. A triac vezérlését ugyanígy védi az R2-C2 szűrő, hogy az ide eljutó tüskék ne tudják bekapcsolva tartani a triacot. Ekkor játszik fontos szerepet C2, mert söntöli a tüskét, majd R2 ellenálláson kisül. Ugyanez védi az optocsatolóban lévő másik triac-ot is. R3 és R4 a gate-re jutó áramot korlátozza.
Az alapműködés a következő: TR1 mikróhullámú transzformátor akkor kapcsol be, amikor a T1 triac A1 (alsó) és A2 (felső) anódjai zárják az áramkört. A triac akkor vezet, ha a gate lábám pozitív vagy negatív feszültséget kap, vagyis mindkét félhullámban. A gate feszültséget a MOC3042T optocsatolóba épített triac adja, hogyha annak gate-jét megvilágítja az optocsatoló infravörös LED-je. A LED vezérlése már egyenárammal és alacsony feszültséggel történik, rá lehet kapcsolni pl. VCC=9V-ra egy nyomógombbal és egy áramkorlátozó ellenállással.
A T1 triac alapjáraton a hálózattal szinkronban kapcsolgat, az optocsatoló triacja viszont akkor kapcsol és adja a hálózati feszültség jelenlegi szintjét a T1 gatejére, amikor a gombot megnyomjuk. Ha ez éppen egy feszültségmaximumnál történik, akkor a T1 első bekapcsolása is ekkor megy majd végbe, ami nagy bekapcsolási áramtüskéket okozhat. Ahhoz, hogy a gombnyomások is a feszültség nullátmeneténél történjenek, szükség van egy nullátmenet detektorra, ami a gombnyomás utáni első nullátmenetben kapcsolja be a triacot. A fenti kapcsolásban szereplő triacos optocsatolóba ez készen be van építve. Ha nem null-átmenetnél történik a gombnyomás, akkor a triac nem kapcsol be, fontos tehát, hogy legalább 10ms ideig nyomjuk a gombot, hogy biztosan beleférjen egy nullátmenet.
Legtöbbször a hegesztőhegyek közelébe helyezik a vezérlőgombot: egypontos hegesztésnél a préskarra, kétpontos akkucella hegesztésnél a hegesztő ceruzára. A pedál használata is gyakori, én is ezt választottam, hogy jó legyen mindhárom hegesztési elhelyezéssel.
Időzített vezérlés
A vezérlőgombot a hegesztés során csak pár tized másodpercig, legfeljebb 3-4 másodpercig kell megnyomni, annak függvényében mit hegesztünk. Akkucellák hegesztése során például ezt a műveletet sokszor meg kell ismételni, de hogy minden hegesztés egyformán jól sikerüljön egy időzítő veheti át a gomb nyomvatartásának szerepét. Vagyis elegendő csak szimplán megnyomni a gombot, az időzítő bekapcsolva tartja a transzformátort a beállított ideig. Az időzítésre az 555-ös időzítőt lehet használni.

A fenti kapcsoláson az optocsatoló infravörös LEDjét az 555 időzítő IC
kimenete (3.láb) vezéreli. Ez egy egylövetű monostabil kapcsolás, S1
megnyomásával kimegy egyetlen széles impulzus, aminek időtartamát C3, illetve
R8+R9 ellenállások határozzák meg. R9 a minimális időt adja amikor R8 időkorlát
potméter a minimumra van tekerve. Az itteni értékekkel kb. 25ms-tól 6
másodpercig lehet szabályozni az időtartamot. A képlet T=1.1RC, viszont az
időből még le kell vonni optocsatoló várakozási idejét, ami a gombnyomástól az
első nullátmenetig tart, de lehet nullátmenet-detektor nélküli optocsatolót is
használni. Az S1 nyomva tartásának hossza független legyen a kimenő impulzus
hosszától, tehát akkor is szűnjön meg az impulzus a beállított idő elteltével,
ha nyomva tartjuk a vezérlőgombot. Ehhez szükség van C4, R10, R11 és D1
komponensekre. Kimenő impulzus akkor keletkezik, amikor a TR (Trigger – 2.láb)
a CV (Control Voltage – 5.láb) feszültségének legalább felére esik. A CV lábon
a tápfeszültség 2/3-a van, így a bemenetet az S1 kapcsoló a földre kell
kapcsolja, hogy impulzus keletkezzen. Alapállásban a TR lábat R10 a
tápfeszültségen tartja, azaz nincs kimenet. Az S1 megnyomásakor a C4 feltelik
R10-en keresztül. Erre a rövid időre a TR lábra 0V kerül, amitől bekapcsol a
kimenet és úgy is marad, amíg a C3 fel nem telik a tápfeszültség 2/3-áig. A
töltési időt R8-R9 értéke adja. A C4 kis kapacitású, ezért nagyon gyorsan
feltelik és ezzel ismét a tápfeszültségre húzza a TR lábat. Tehát hiába nyomjuk
tovább a S1-et, többé nem lesz 0V a kapcsain ami újra aktiválhatná a kimenetet.
Amint S1-et felengedjük a C4 kisül R11 és R10-en keresztül, D1 pedig
meggátolja, hogy C4 kisülése során a TR lábon a feszültség a tápfeszültség
(plusz a dióda feszültségesése) fölé ugorjon. Az SW1 „üzemmód” duplakapcsoló
célja, hogy kiiktassa (rövidre zárja) a kondenzátort és az R8 potmétert.
Gyakran két impulzussal hegesztenek, egy rövid kondicionáló impulzussal,
majd egy hosszabb hegesztő impulzussal. Ez segít a felmelegedés szabályzásában.
Cink bevonatú fémek esetén lehetővé teszi, hogy a felületen lévő cinkbevonat
kiszabaduljon a határfelületekről, mielőtt a heg kialakulna. A cink
eltávolítása növelheti az elektródák élettartamát is a réz és a cink közötti
reakció sebességének csökkentésével. Ez is megvalósítható további két 555-ös
IC-vel és potméterrel, melyek a két impulzus közti időt, valamint a második
impulzus időtartamát szabályozzák, ám erre most nem kerül sor. Amikor
túlságosan nőni kezd az alkatrészek száma, akkor már érdemes mikrovezérlős megoldáson
gondolkodni.
Teljesítményszabályzás
A hegesztési időtartamon kívűl a transzformátor teljesítményét is előnyös szabályozni, mert ezzel megelőzhető a fémek átlyukasztása, illetve szükség lehet hosszab időtartamú, de kisebb hőmérsékletű hegesztésre. A teljesítményt kétféleképp lehet szbályozni: kapcsolgatással és fázishasítással.
- A kapcsolgatásos módszernél a bekapcsolás a nullátmenetnél történik (nullátmenet-detektoros optotriac használatával) az elektromágneses interferencia minimizálása és a gyors kapcsolási teljesítmény érdekében. A nagy teljesítményt a hosszabb bekapcsolt állapot és a rövid szünet jellemzi, a kis teljesítményt a rövid bekapcsolt állapot és a hosszú szünet. Ez a módszer beválik például az elektromos fűtő esetén, ami lassan reagál az áramváltozásra, de nem lenne jó lámpához, mert villogna, vagy villanymotorhoz, mert rángatózna.

- A fázishasításos módszernél a szinuszhullám egy adott fázisánál történik a triac bekapcsolása. Emiatt nem használható a nullátmenet-detektoros optotriac (hanem pl. MOC3051), viszont ismerni kell a nullátmenet pillanatát, hogy mérni lehessen az attól számított időt. Nagy teljesítménynél a félhullám elejéhez közel, kis teljesítménynél a félhullám végéhez közel kapcsol be a triac. A kikapcsolás a nullátmenetnél történik a triac alapvető tulajdonságai miatt. Így működnek a fényerőszabályzók és a villanymotor sebességszabályzók. A fluktuációk elkerülése érdekében a transzformátort is lehet ezzel a módszerrel vezérelni.

A
teljesítményszabályzó egy újabb 555-ös időzítőt igényel, viszont a másikkal
együtt lecserélhető az 556-os kettős időzítő IC-re. Az alábbi kapcsolás a
vezérlőgomb időzítését és a teljesítményszabályzást is tartalmazza.


A teljesítményszabályzó
időzítője (az 556 IC alsó áramköre) két feladatot lát el: egyrészt félhullám
maximális időtartamú impulzust (50Hz esetén 10ms) szolgáltat a kimenetén, másrészt pedig időben szabályozza az
impulzus bekapcsolási pillanatát a nullátmenethez képest. Az időzítő úgy
érzékeli a nullátmenetet, hogy a diódahíd kimentén lévő 100Hz-es egyeniránított
jel csúcsainál az OK1 optocsatoló infravörös LED-je bekapcsol és kivezérli fototranzisztort, ami a tápfeszültségre emeli
a TRIG2 lábat. A nullátmenetek környékén a fototranzisztor nincs kivezérelve, a
TRIG2 láb pedig az R15 révén a földre van húzva, vagyis az időzítő aktiválva
van. A trigger akkor szűnik meg, ha a fototranzisztor ismét kivezérlődik és
felemeli a TRIG2 feszültséget. Ha a fototranzisztor két antiparallel infravörös
diódát tartalmazna (pl. SFH628A), akkor nem lenne szükség egyenirányításra
(diódahídra), hisz mindkét félhullámnál megvilágítaná a fototranzisztort. A
következő ábrán a diódahíd kimenő jele (felső jelalak) és a TRIG2 jel (alsó
jelalak) látható.

- CONT (Control Voltage): vezérlőfeszültség, ami a trigger (TRIG) és threshold (TRES) feszültségszinteket állítja.
- TRIG (Trigger): ha eléri vagy lejebb esik a CONT feszültség felénél, akkor a kimenet (OUT) felkapcsol.
- TRES (Threshold): ha eléri vagy meghaladja CONT feszültség, akkor a kimenet (OUT) lekapcsol.
A két határesetet:
- Magas CONT feszültség (=VCC): a TRIG jel 0V és VCC/2 között bármikor felkapcsolja a kimenetet, a TRES a viszont kizárólag tápfeszültségnél kapcsolja le. A kimenet ezért egy magas jelszint negatív impulzusokkal.
- Alacsony CONT feszültség (=0V): a TRIG kizárólag 0V-on kapcsolja fel a kimenetet, de a TRES azonnal le is kapcsolja amint pár milivolttal meghaladta ezt. A kimenet egy alacsony jelszint pozitív impulzusokkal.
Ebből a
következtetve:
- A CONT-tal való babrálás felülírja a C6+R7+R12-vel beállított impulzus időtartamát. Ez az időtartam a maximális impulzusszélességet jelenti csupán, amikor CONT magas feszültségen van.
Az időzítő
biztonságos működésének érdekében CONT felső határértéke nem érheti el a
tápfeszültséget, legalább 1V-tal alatta kell legyen. Erre szolgál R17.
Az
alábbi ábrán a diódahíd kimenő jele (felső jelalak) és az OUT2 (alsó jelalak)
látható, miközben CONT2 maximális feszültségre van állítva.


Az OUT2 kivezérli Q2 tranzisztort, ami a földre zárja Q1 bázisáz, ettől kikapcsol a triac. A kikapcsolt időtartamot tehát az R16 potméter szabályozza, ezért az R7 „Félperiódusidő” trimmer akkor van a határértékre állítva, amikor CONT2 maximum feszültség mellett a triac a legritkábban kapcsol. Ilyenkor a legkisebb a kimenő teljesítmény (a hegesztő transzformátor helyett bekötött teszt izzó fénye teljesen elalszik). Ennek gyakorlati szempontból nincs sok haszna, hisz a mikrohullámú sütő transzformátora nem elég erős, hogy 30%-os teljesítmény alatt hegeszteni tudjon. R7 trimmert ezért úgy állítottam, hogy 0% helyett 30% legyen a minimálisan beállítható teljesítmény. A beállítást egy fogyasztásmérővel lehet követni, esetemben éppen 100W volt a transzformátor üresjárati maximális fogyasztása (R16 max teljesítményre tekerve), ezért R16-ot minimumra tekerve addig növeltem R7 értékét, amíg a fogyasztás 30W-ra nem nőtt. Ez javított R16 skálájának lépéstávolságain is.
Ami a RESET2 lábat illeti, nincs folyamatosan felhúzva VCC-re, hanem az OUT1-re csatlakozik, mert a teljesítményszabályzás csak akkor kell működjön, amikor az S1 vezérlőgomb triggereli a felső időzítőt. D2 feladata, hogy a szabályzás közben Q2 ne tudja a földre zárni az OUT1 lábat.
A LED2 „vezérlőjel” az S1 vezérlőgomb (pl. pedál) jelét nyugtázza, így ellenőrizhető annak működése.
A BTA41 Triac helyett lehet használni kisebb, 16A-es triacot is (pl. BTA416Y).
Tápegység
A tápehységhez használható a B1 diódahíd a nullátmenet érzékelőből.
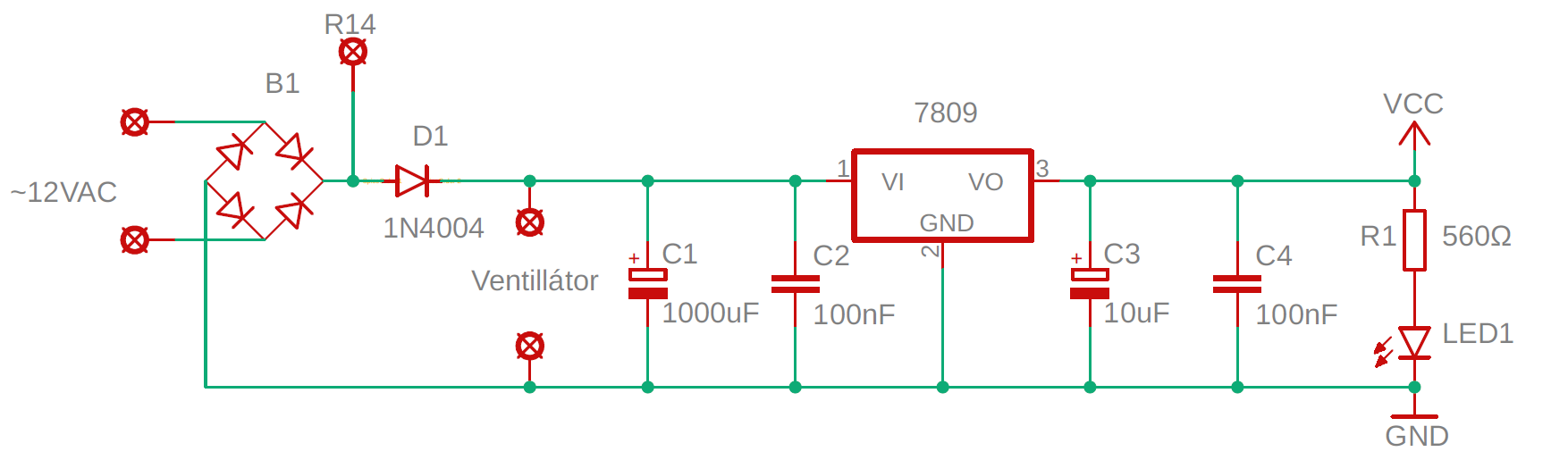
A D1 a ventillátorból származó zajokat szűri R14 irányába, a kondenzátorok
a 7809 szabályzó szűrői. LED1 üzemjezlő.
Dobozolás

A pedál
egy régi elektromos varrógép pedálja, amiből eltávolítottam a sebességszabályzó
grafitkorongokat, hogy a kontaktus csak teljes lenyomásnál keletkezzen.
Csatlakozó egy 6.35mm Jack csatlakozó, amit a hegesztő hátlapján lévő, a váztól
galvanikusan szigetelt dugaszba lehet dugni.

Hegyek
A fémek hegedése vagy összeolvadása a hegyek csúcspontjainál keletkezett hő és a hegyekre gyakorolt nyomás eredménye. Mindkét elektróda vörösrézből (pl. forrasztópáka hegyből) kialakított, elvékonyodó, tompán hegyes vagy lapos forma, ami jó hő és elektromos vezető, ezért alkalmas a hőt fémbe fókuszálni a kontaktus pontjánál. A kontakt kikapcsolt állapotban jön létre és és szűnik meg, ezért nincs szikra a hegesztés során.
A hegesztő saruaira csatlakoztatható három kiegészítő:
1. Kétoldalú

2. Párhuzamos


3. Szabadon
mozgatható

Hegesztés

Hegesztés
Fontos
a hegesztendő felület tisztasága, ezért lecsiszoltam a kontaktusok területét. A
legkisebb festék, rozsda vagy egyéb lerakódás gátat szab az elektromos zárlat
kialakulásának. Az alábbi ábrán 1mm és 2mm vastagságú fémelemezeket
hegesztettem (tapasztalat és hozzáértés nélkül). Az 1mm-es lemezeket nem
tudtam kézzel szétválasztani, de a 2mm-es lemezek egy erősebb feszítés után
szétpattantak. Ebből kifolyólag úgy vélem,
hogy ez a maximális vastagság, amit ez a hegesztő és présszerkezet megbír (minél vastagabb a
fém, annál nagyobb nyomással kellene préselni, hogy a fém egymásba olvadjon).

Az YXKY ponthegesztő fejjel a 18650 típusú lítium cellák hegesztésénél használatos 0,12mm vastagságú fémlemezt lehet hegeszteni. Ebben az esetben az időzítés 100ms körüli kell legyen, különben a lemezek megolvadnak és az akkucella is tönkremegy.

A pohthegesztőfej mikrokapcsolójának kivezetését a pedál helyére csatlakoztattam, így ebben a kivitelben nincs szükség pedálra. A hegesztő hegyeket pedig feljebb állítottam, mert az erős rugók miatt túlságosan meg kellett nyomni ahhoz, hogy a mikrokapcsolót elérjék, amitől a hegesztés nem sikerült jól. Az ilyen vékony lemezek hegesztésénél fontos, hogy ne nyomjuk túlságosan oda a hegesztőhegyet, hogy legyen egy kevés ellenállás a kontaktusban, különben nem tud elegendő hő keletkeztni a hegesztéshez. Ha viszont túl gyengén nyomjuk, akkor a magas hő átlyukasztja a fémlemezt. Tehát a hegesztőimpulzus időtartama és teljesítménye mellett, meg kell találni egy optimális nyomóerőt is, a fémlemez vastagságának függvényében.